
Aluminum Alloy Heat Dissipation Container
Industrial Equipment
Project Information
| Project Type | Industrial Equipment |
| Quantity | 1 Set |
| Process | CNC, Wire cutting, Assembly |
| Material | Aluminum 6061-T6 |
| Tolerance | ±0.1mm |
Project Content

The Necessity of High-Performance Heat Dissipation
In high-power electronics, such as 5G base stations, server power supplies, and EV controllers, thermal management is the most critical factor for system reliability. Prototyping these containers is essential for:
Thermal Simulation Validation: Verifying the actual cooling efficiency against CFD (Computational Fluid Dynamics) models to ensure electronic components stay within safe operating temperatures.
Airtightness & Environmental Protection: For outdoor or industrial containers, prototypes must be tested for IP67/IP68 ratings to prevent moisture and dust ingress.
Mechanical Housing & Shielding: Providing physical protection and EMI (Electromagnetic Interference) shielding for sensitive internal circuitry.
Advantages: CNC Machining vs. Die Casting for Prototypes
While mass production often uses die casting, CNC-machined prototypes offer distinct advantages during development:
Material Integrity: CNC machining from solid aluminum billets (like 6061-T6) ensures zero porosity and higher thermal conductivity compared to cast parts.
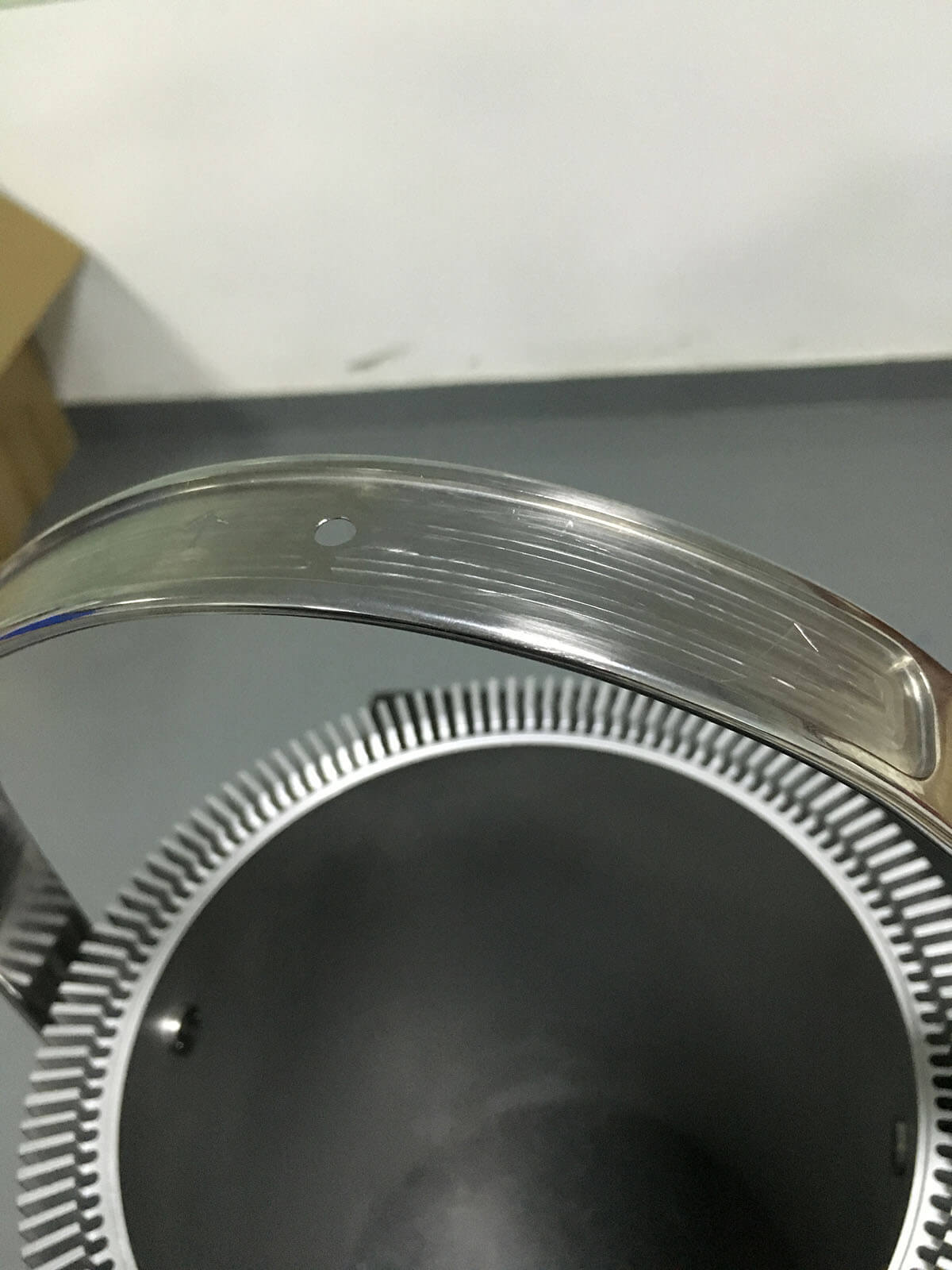
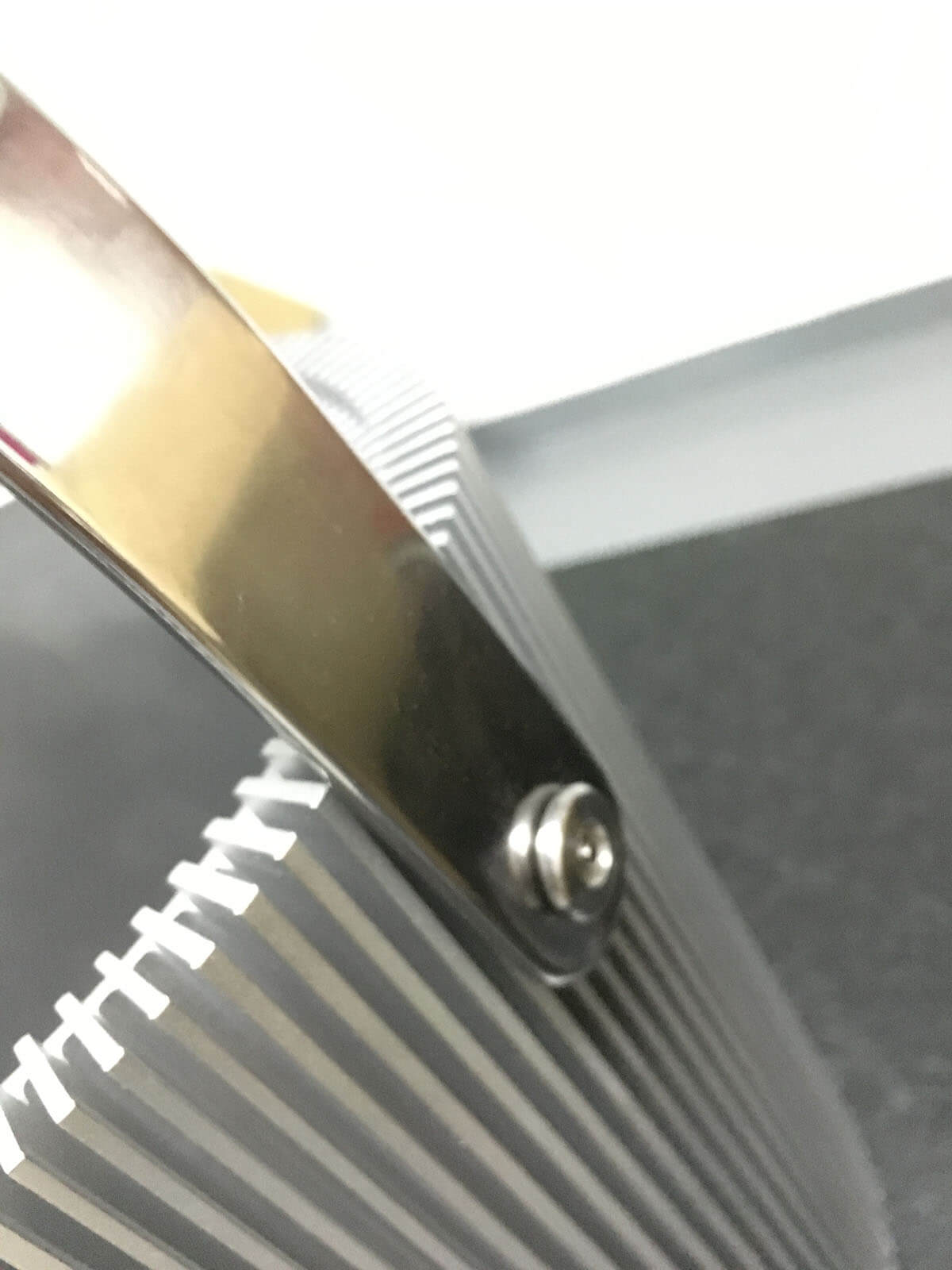
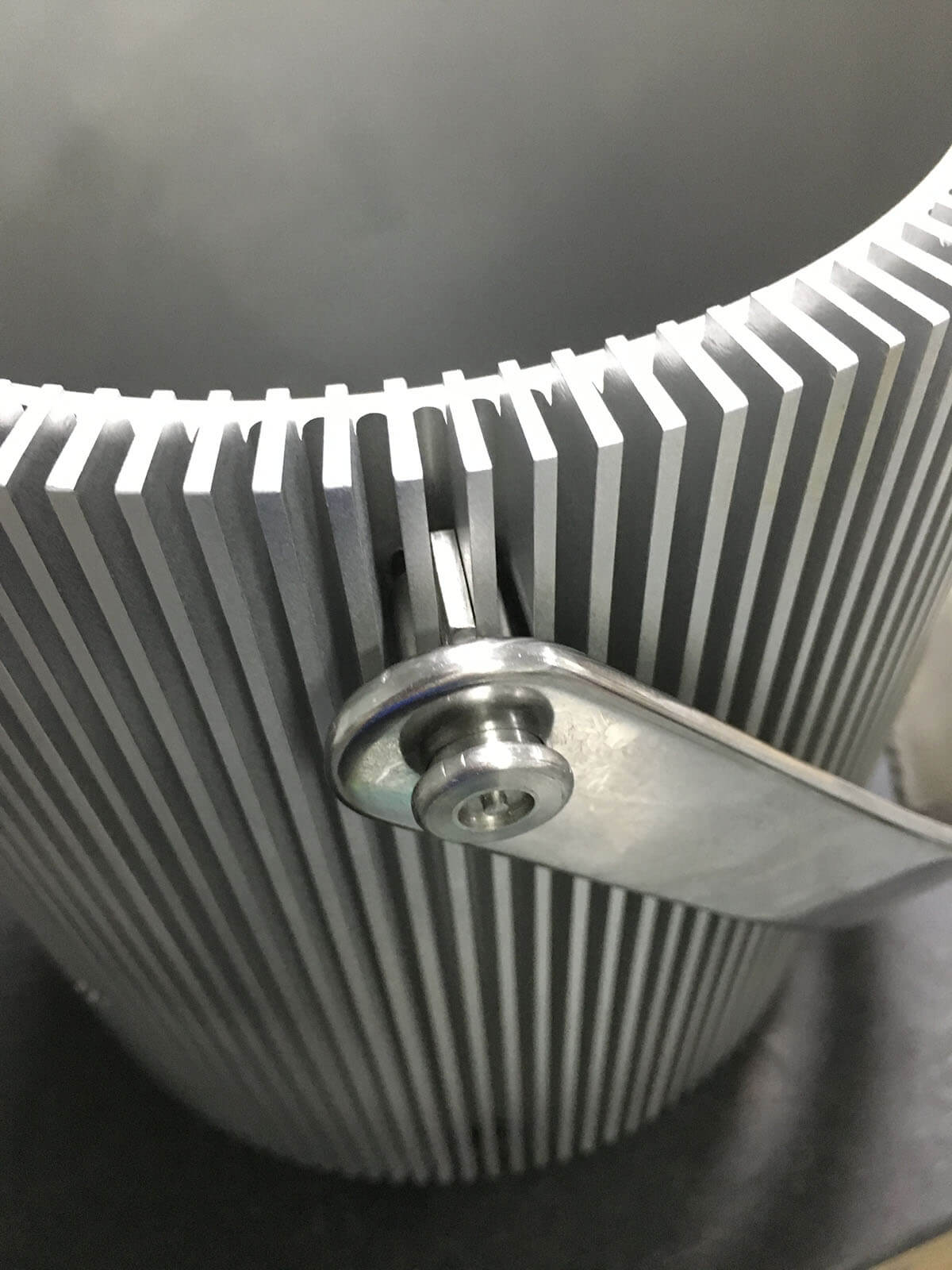
Thin-Fin Geometry: We can machine thinner and deeper cooling fins than what is possible with standard casting, allowing for maximum surface area and superior heat dissipation.
Design Flexibility: Rapidly iterate the internal layout or fin density without the 4-6 week lead time and high cost of casting mold modifications.
Material Selection & Thermal Properties
Aluminum 6061-T6: The most versatile choice, offering excellent machinability and a thermal conductivity of approx. 167 W/m·K.
Aluminum 6063: Preferred for prototypes requiring even higher thermal performance (approx. 200 W/m·K) and better anodizing quality.
Aluminum 1060/1070: Used for specialized heat sink inserts where maximum thermal conductivity is required.
Technical Processes & Precision Machining
High-Speed CNC Milling: Utilizing small-diameter, long-reach tools to create high-density cooling fins with thicknesses as low as 0.5mm to 1.0mm.
Precision Lathe Turning: Ensuring perfectly flat and smooth mating surfaces for thermal interface materials (TIMs).
Friction Stir Welding (FSW) / Vacuum Brazing: For complex liquid-cooled containers, we can prototype multi-part assemblies with internal cooling channels.
Advanced Surface Finishing: * Black Anodizing: To increase surface emissivity and improve radiative heat transfer.
Chromate Conversion Coating (Alodine): To provide corrosion resistance while maintaining electrical conductivity for grounding.

Quality Standards & Testing
Surface Flatness: We achieve flatness tolerances of ±0.02mm on mounting bases to ensure 100% contact with heat sources (CPUs/IGBTs).
Pressure & Leak Testing: For liquid-cooled or sealed containers, every prototype undergoes rigorous air/water pressure testing to ensure zero leakage.
High-Precision Threading: Ensuring all mounting holes and cable glands are precisely positioned for easy integration into larger systems.
Customer Feedback
"The aluminum alloy heat dissipation containers delivered by Henny Manufacturing provided excellent thermal performance and quality for our industrial equipment."
— Project Manager, Industrial Equipment Company